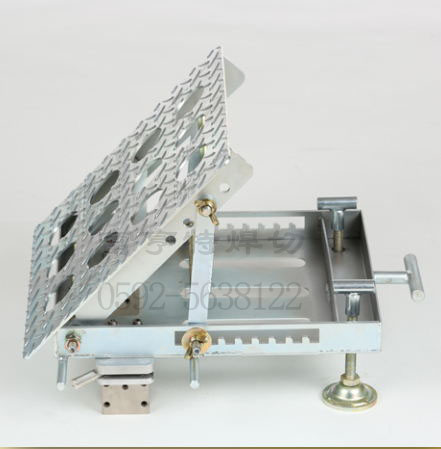
船体小组中无码定位磁力工装,磁力压码
- 产品品牌
- 产品型号
- 产品描述
...
磁性工装装配代替焊接码板,解决焊接码板对母材的伤害,采用先进工艺和新技术,改善作业环境,提高生产效率。简化操作,提高增量,降本增效,实现船体部件装配无码装配。
主要用途
利用磁性装配工具代替焊接码板,实现船体部件装配无码装配。
使用范围
在船体小组制作装配:型材安装、板件拼装、线型调节、型材垂直定位等。可实现船体小组板件装配无焊接码装配93%以上。
技术特点
无需能源,轻轻一扭磁力拼板装置,即可实现磁力装配工具与构件结合,在船体构件装配中使用磁性装配工具代替焊接码板,解决焊接码板对母材的伤害;提高装配精度;改善作业环境,提高生产效率;简单化操作;安全系数高。
传统工艺和革新工艺对比
|
传统工法 |
革新工法 |
|
|
|
|
|
|
|
|
|
|
使用码板焊接于板件上用大锤敲击铁尖特点:板件和型材的母材受到伤害,处理难度大;噪音大;码板制作造成工时及材料浪费;劳动强度大。 |
使用磁性拼板装置于板件上利用千斤顶顶升板件特点:板材、型材的母材无损伤,无需处理;无噪音;操作简单、轻松,劳动强度低。 |
|
|
|
|
双人作业,工作效率低;型材易倒下伤人,安全系数低;校正型材垂直度型材锤痕伤害严重,处理难度大。 |
单人作业;安全性能提高;型材扶起后便呈直角状态,且可利用此定位器控制直角,整个装配过程不易出现变形,定位焊后,型材处于直角状态,不用大锤打垂直角度,几乎杜绝型材的锤痕造成的母材伤害。 |








功效对比图
|
项目 |
工序流程 |
安装加强材有间隙一处用时记录 |
安装加强材有间隙一处用时统计 |
|
传统方法 |
1.选取制作压码; |
1.选取制作压码(0.5分钟); |
8.5分钟 |
|
2.拉取焊线,打开焊机,将制作压码工装点焊于钢板母材; |
2.点焊压码(1分钟); |
||
|
3.利用铁尖,使用大锤敲击铁尖与加强材,使其钢板与加强材贴合; |
3.敲击铁尖(1分钟); |
||
|
4.进行定位点焊; |
4.点焊(1分钟); |
||
|
5.进行码板拆除。 |
5.切割码板(3分钟); |
||
|
6.打磨码脚 |
6.打磨码脚(2分钟)。 |
||
|
磁性压码 |
1.移动磁性压码到安装装配位置; |
1.移动磁力压码(0.5分钟); |
2.5分钟 |
|
|
|
使用前景预测
1.提质增量、降本增效,可提升船体小组作业效率6.8%;说明:加工课船体小组装配工有50人,约占总体人数的20%,装配工工作包括吊运、划线、分料、铺料、型材安装等,安装作业占装配工作业的20%,使用磁性装配工具,安装作业可以提升1.7倍,整体效率可以提升6.8%(计算方法为0.2*0.2*1.7);
2.加快PSPC涂层保护标准的推行
3.为装配量化机制、按劳分配提供有效依据;
4.改进生产工艺,改善作业环境;
5.提高劳动效率,提高装配精度;
6.增强企业核心竞争力。
达到的经济指标
1.杜绝对处理母材伤害所造成的工时浪费;
2.简洁清晰的制作流程,为“一人作业法”、工种复合化、技能复合化提供设备基础;
3.降低劳动强度,提高劳动效率;
4.上手即用,减少用工人员数量;
5.无需额外能源,降低能源成本;
6.减少耗材使用,降低耗材成本;
7.减少预制工装材料使用,节省材料成本。